鋼筋籠繞筋機是近幾年出現在工地上的一種制作鋼筋籠的簡易設備,該設備因為制作鋼筋籠速度快,操作簡單,設備價格低而受到施工單位的歡迎。現在市面上制作繞筋機的廠家不在少數也出現了花樣繁多的繞筋機版本,今天就給大家介紹一下鋼筋籠繞筋機都有哪些版本和配置。
一、鋼筋籠繞筋機的長度。鋼筋籠繞筋機標配的設備長度是12米,因為原材料鋼筋的長度就是12米長,大部分的工地都選擇一節一節的來做鋼筋籠,做完之后再對接鋼筋籠。但是鋼筋籠繞筋機可以根據施工單位的要求來進行加長,比如可以一節籠子做24米、36米、40米等等。
二、鋼筋籠繞筋機的繞筋配置。工地上使用的鋼筋籠有的繞筋是單的,有的鋼筋籠是2根繞筋并排纏繞的,我們稱之為雙繞筋的鋼筋籠。所有鋼筋籠繞筋機也有單繞和雙繞的區別。雙繞筋的鋼筋籠繞筋機可以做單繞和雙繞兩種籠子,而單繞的鋼筋籠繞筋機只能做單繞的鋼筋籠。
三、鋼筋籠繞筋機的液壓升降。為了方便沒有吊車的工地方便卸籠子,有的廠家為施工方配備了液壓升降系統來輔助成品鋼筋籠的卸籠工作。
接下來說一下鋼筋籠繞筋機在使用時需要哪些注意事項
機器在使用前要進行全面檢查,看看各線路是否正常、各類螺栓螺母是否松動、工作臺和全自動數控鋼筋籠繞筋機是否保持水平等,同時在加工之前,機器需要空機運轉幾分鐘。
講解一下,數控鋼筋籠成型機現場安裝操作規程:
1.把數控鋼筋籠成型機機動力機頭擺放到位。
2.根據需要制作的鋼筋籠直徑,調節可移動動力輸出軸至適當檔位。
3.擺放4個滾筒托架,注意每個滾筒托架上的兩個滾筒支架,一個為可移動支架,一個為不可移動支架。調節可移動支架,保持和動力機頭輸出軸相同的檔位,使可調節支架圓弧和可調節輸出軸,在同一條直線上。
4.調整4個滾筒托架,至機頭位置,分別為1.5米4.5米7.5米10.5米的距離。
5.把吊裝滾筒擺放至滾筒托架上。
6.安裝萬向連軸器,把固定萬向連軸器的四個孔和滾筒的四個孔對齊,行萬向連軸器和滾筒的固定。
7.后使用電動扳手緊固螺栓,按照同樣的方式,使萬向連軸器的四個孔和動力機頭上,四個孔對齊并安裝。
8.剩余的鋼筋籠繞筋機滾筒,通過同樣的方式彼此的進行連接,擺放滾筒尾座,注意尾座兩個支撐軸。
9.連接好鋼筋籠繞筋機機頭滾筒以及尾座后,檢查并排的兩根滾筒端面是否在同一平面。
10.矯正機頭托架機尾的水平。校正可移動支架端,然后再校正不可移動支架端。
隨后進行地平校正,使其相連接的滾筒呈一條直且無坡度。左右滾筒間距保持一致。
11.擺放鋼筋籠繞筋機小車軌道。可依據鋼筋籠大小調節,其間距大的鋼筋籠可適當調大間距,陸續擺放剩余小車軌道。
注意后面的小車軌道接口,需完全卡在前面小車軌道接口處。
12.鋼筋籠繞筋機小車軌道擺放完畢后。調整兩根小車軌道間距,確保其間距在1.55米。
安裝小車,注意小車車輪要放置在軌道上,再次調整軌道,確保小車在軌道上行走順暢。
13.將放線器放置于小車上,并用螺栓緊固。安裝完畢后再次推動小車進行檢驗,確保小車在軌道上平穩運行。
14.后放置配電柜,置于動力機頭旁邊適當位置。
15.以上各工作完成以后,用膨脹螺栓固定機頭,托架,機尾以及小車軌道。
然后小車,調直機,滾筒,三臺電機,用索配動力電纜線連接至配電柜所標注的接線端子,即可。
以上就是數控鋼筋籠繞筋機安裝調試過程。
鋼筋籠繞籠機換油清潔中的誤區
誤區1:有些用戶認為,新設備買油組是干凈的,只買油時,關心價格,忽視質量,盲目相信供應商提供的,不看,不測試,直接加油,往往是大錯品質的潤滑油文件。隨著商品市場的過程中,石油市場魚龍混雜,盡管是同一供應商到購買石油,由于購買的多渠道業務是購買,質量參差不齊,存在以次充好,甚至充當的油的膏品質的再生油混合的現象。鋼筋籠繞筋機所用的潤滑油要求,各項性能指標應質量標準,并滿哫設備潤滑要求,只能滿*才能起到良好的潤滑設備的合格設備,石油產品的需求。質量差的油會破壞電影,加速運動0件的摩擦表面的磨損,堵塞油和過他的手是由設備故障或設備甚至是災難性的后果造成的。因此,考慮要換油前,檢查機油。
誤區2:一些企業設備管理用戶可以認為新購置的數控鋼筋籠繞筋機設備,經過系統安裝軟件調試工作正常運行了,就讓它多發揮重要作用,使用自己一年半載再清洗換油沒問題,如果按此進行,設備發展受到嚴重損傷。實際上新設備或大修理后的設備,正常經濟運行需要一周左右我們就應抽樣方法檢查,使用300h左右,對小于50kg容量貯油箱的潤滑油,務必*數據清洗換油;對容量大的貯油箱,應抽樣理化指標檢測,視油質狀況以及確定一個清洗換油或循環利用過濾,因此,新數控鋼筋籠繞筋機設備使用在磨合期定要堅持每周檢査油品,進行研究觀察,如油色已變深、渾濁,有雜質沉淀,應及時宥效進行相關理化環境檢測。
誤區3:有些數控鋼筋籠繞筋機設備用戶認為設備清洗換油只要把廢油放掉,油系統清洗沒關系,在換油經常放掉舊油立 即注入新油,設備及管道不注意清洗。潤滑油在使用時會發生氧化變質,產生油泥,漆膜,使用時也會進入灰塵,水分,產生磨損的金屬顆粒,這些東西會沉積在罐底,設備和管道的駟角,單放油不能。同時,不可能釋放 所有的舊油,總是會有一些殘余在設備和管道。 添加新油時,這些雜質需混入新油中,這將影響潤滑油的性能和使用壽命。 當新油加入后,稍微操作一下,油就會變渾濁。油中的雜質,不但是會加速摩擦副的磨損,還會影響整個系統一旦卡在閥芯或其他運動副中后的正常運行,導致數控鋼筋籠繞筋機設備出現故障。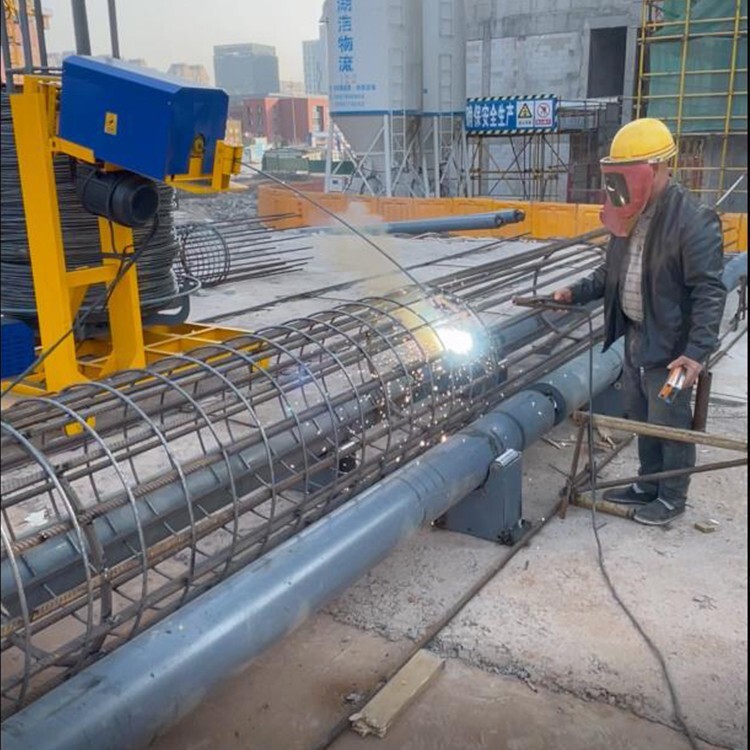
鋼筋籠成型機操作方式
在鋼筋籠成型機的操作中,主要是調整好兩個參數:即旋轉速度和行走速度。這兩個速度的調節,主要是調整制作的速度和螺距。
1. 旋轉速度的調整:本機的旋轉速度為1~4轉/分鐘,旋轉速度的調整主要是為了適應工人的操作速度,一般來說,對于熟練地人員,一般可調節旋轉速度為上限,同時,旋轉速度的調整也與鋼筋籠的直徑有關,直徑大的旋轉速度低,直徑小的旋轉速度高;
2.移動盤移動速度的調整:一般在旋轉速度調定后,再調節移動速度。調整移動速度主要是調整箍筋的螺距。本機的移動速度為350~1600mm/分鐘。需要較小螺距時需降低速度,需要較大螺距時需提高速度。
3.兩個速度調整的方式:根據操作人員的熟練程度調節旋轉速度(每分鐘焊 接點數量=主筋數量×旋轉速度),然后根據繞筋螺距調節行走速度。
4.鋼筋籠的焊 接時間=鋼筋籠長度/行走速度,例如:一個12米的鋼筋籠,行走速度為600mm/min,則理論焊 接時間為12/0.6=20分鐘。實際操作中,由于兩端不會完全焊滿,故實際焊 接時間比理論時間短。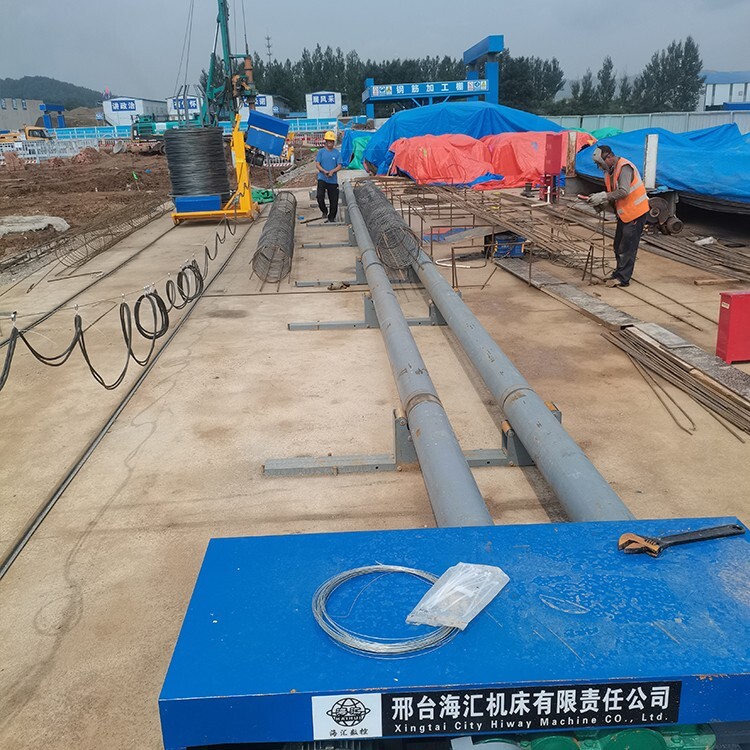
小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。
自動化程度高、生產快、精度高
該產品是一種由PLC控制的加工生產鋼筋籠的設備,具有自動化程度高、功率小、速度快、精度高等特點。