近年來隨著市場經濟的發展和各種物流車輛的增加,很多高速公路不堪重負,長期處于高負荷使用狀態,部分高速線路常年處于擁堵狀態,國道主干線的擴建和改建真的迫在眉睫。
京哈高速公路就屬于此種情況,該高速原有車道少,車流量大,此次改擴建勢在必行,將提高運載能力。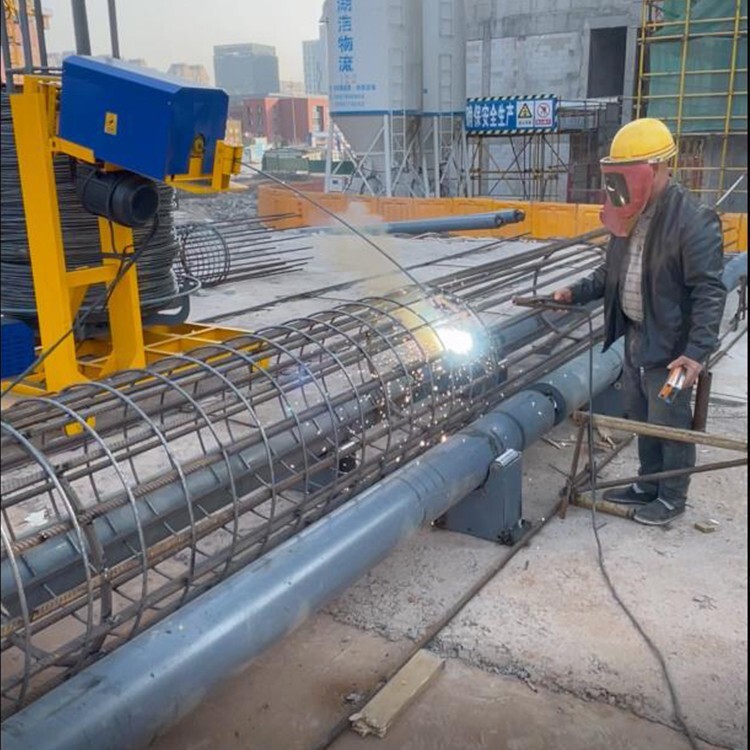
鋼筋籠繞筋機是一種鋼筋籠成型設備,可以快速的加工橋梁樁基的圓形鋼筋籠。一節12米的鋼筋籠如果變繞邊焊20分鐘可以完成,如果纏繞完畢再補焊只需要10分鐘左右。大大提高了路橋施工的生產效率,降低了人工成本。
接下來說一下鋼筋籠繞筋機在使用時需要哪些注意事項
機器在使用前要進行全面檢查,看看各線路是否正常、各類螺栓螺母是否松動、工作臺和全自動數控鋼筋籠繞筋機是否保持水平等,同時在加工之前,機器需要空機運轉幾分鐘。
影響鋼筋籠滾籠機價格的因素:
體現在電機,機頭,變頻器上
1、電機功率不同。現在企業生產過程中數控鋼筋滾籠機的制造商有很多,當然對于不同廠家所生產的產品質量問題也是一個不一樣的,像大功率,配置高的價格就高一些。
2、滾籠機機頭不同。 各廠家生產的數控鋼筋籠滾籠機質量不同。
3、減速機和變頻器的不同。
常規標準型配置主電機7.5千瓦,承重鋼筋籠重量15噸內,可做0.5-3米鋼筋籠。如果做較大籠體,較長30-40米籠子可配置11kw雙機頭電機。15千瓦主電機,雙機頭4個變頻器的一般使用較少。
鋼筋籠成型機是在手工焊制的基礎上開發出的新型鋼筋加工設備,吸收了目前同類鋼筋籠成型機的優點,采用了仿真技術和數控技術,與傳統的鋼筋籠成型方式相比,具有如下優勢或特點。
1.鋼筋籠成型機自動化程度高,加工成型速度快。與普通人工成型方式相比,是傳統人工制作的3~4倍。正常情況下12米設備,備料及滾焊部分5人一班,分二班作業,10個人一天就可以加工出20多個12米長成品的籠子(備料、滾焊、加強筋安裝、探測管安裝、導向墊塊安裝等),工作。
2.加工質量穩定可靠:由于采用的是機械化作業,主筋、纏繞筋的間距均勻,精度高;由于采用機械旋轉的方式,盤筋與主筋纏繞緊密;先成型后加內箍筋,鋼筋籠直徑一致,可確保鋼筋籠同心度。產品質量完全達到規范要求。在實際中手工生產鋼筋籠時工程監理幾乎每天都到加工現場進行檢查,而使用機械加工,監理對機械化加工的鋼筋籠基本實行了**
3.加工成本大大降低,完成同樣任務量時,機械制作可節省人力3/4。
4.場地適應力強。可以根據現場的場地大小、需加工的分節鋼筋籠的長度組合布置鋼筋籠成型機,解決了同類產品場地大小需滿足鋼筋籠成型機要求的現象;方便運輸、拆裝簡單:整套鋼筋籠成型機采用模塊化設計理念,非常適合工地方式的流動性大、經常搬 遷的特點。
5.工人疲勞強度大大降低,由于機械化作業,工人起輔助作用。施工形象大大得到提升
6.箍筋不需搭接,較之手工作業節省材料百分之一,降低了施工成本. 由于主筋在其圓周上分布均勻,多個鋼筋籠搭接時很方便,節省了吊裝時間
7.對于盤筋,可以配套冷拉設備,既除銹,又增加了鋼筋抗拉強度,同時還產生出了效益。
8.承料分格盤支架采用了拆裝組合式,根據鋼筋籠主筋根數的多少,可以快速方便地拆裝組合成與主筋根數相同的分格盤,從而克服了同類產品固定的二十根,不可拆分增減的弊端。根本上解決了由于承料格不能均分主筋,避免把分料格拉壞現象的發生。使鋼筋籠在成型過程中,更加流暢,避免主筋人為彎折現象的發生。
9.可以加工“雙主筋”和有“對焊 接點鋼筋”的鋼筋籠,而同類產品在設備上不能卷制上述兩種主筋形式的鋼筋籠。采取的方法是:用人工在地面上二次加入到半成品的鋼筋籠中。
10.內外箍筋可以同時在設備上完成。而同類產品在設備上只是完成了外盤圓箍筋的工作,內箍筋是在地面上人工二次添加焊 接完成。
11.可以通過增加附件使加工長度延伸,增加了設備的附加值;
12.采用了雙向卷揚機的方式,使移動盤工作于回程全是自動化運行。
鋼筋籠成型機操作方式
在鋼筋籠成型機的操作中,主要是調整好兩個參數:即旋轉速度和行走速度。這兩個速度的調節,主要是調整制作的速度和螺距。
1. 旋轉速度的調整:本機的旋轉速度為1~4轉/分鐘,旋轉速度的調整主要是為了適應工人的操作速度,一般來說,對于熟練地人員,一般可調節旋轉速度為上限,同時,旋轉速度的調整也與鋼筋籠的直徑有關,直徑大的旋轉速度低,直徑小的旋轉速度高;
2.移動盤移動速度的調整:一般在旋轉速度調定后,再調節移動速度。調整移動速度主要是調整箍筋的螺距。本機的移動速度為350~1600mm/分鐘。需要較小螺距時需降低速度,需要較大螺距時需提高速度。
3.兩個速度調整的方式:根據操作人員的熟練程度調節旋轉速度(每分鐘焊 接點數量=主筋數量×旋轉速度),然后根據繞筋螺距調節行走速度。
4.鋼筋籠的焊 接時間=鋼筋籠長度/行走速度,例如:一個12米的鋼筋籠,行走速度為600mm/min,則理論焊 接時間為12/0.6=20分鐘。實際操作中,由于兩端不會完全焊滿,故實際焊 接時間比理論時間短。