滾壓加工 滾壓加工是一種無切削加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達到改變表層結構、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的,是磨削無法做到的。 無論用何種加工方法加工,在零件表面總會留下微細的凸凹不平的刀痕,出現交錯起伏的峰谷現象.
動作不靈敏的原因及排除方法主要有:
1.液壓缸中空氣過多
排除方法:
①通過排氣閥排氣;
②檢查空氣是否由活塞往復運動部位的密封圈處吸入,如是,更換密封圈。
2.液壓泵運轉有不規則現象
如振動噪音大;壓力波動歷害;泵轉動有阻滯;輕度咬死現象。
排除方法參考相關書籍內容。
3.有緩沖裝置的液壓缸,反向起動時,單向閥孔口太小,使進入緩沖腔油量太少,甚至出現真空,因此在緩沖柱塞離開端蓋的瞬間,會引起活塞一時停止或逆退現象。
排除方法:加大單向閥孔口,詳見第五節中“緩沖排氣裝置常見故障及修理”。
4.活塞運動速度高時,單向閥的鋼球跟隨油流流動,以致堵塞閥孔,致使動作不規則。
排除方法:參見相關內容。
5.橡膠軟管內層剝離,使油路時通時閉,造成液壓缸動作不規則
排除方法:更換橡膠軟管。
6.有一定的橫向載荷
液壓系統正常工作的首要條件是系統內部保持干凈,所以液壓系統的清洗勢在必行。在新的設備運行之前,或一臺設備經過大修之后,液壓系統遭到外界污染是不可避免的,在軟管、管道和管接頭等零部件安裝過程中都有可能將污染物帶入液壓系統。即使新的油液也會含有一些令人意想不到的污染物。采取措施盡快將污染物濾出,否則在設備投入運行后不久就有可能發生故障,而且早期發生的故障往往都很嚴重,有些元件例如泵、馬達有可能會遭到致命性的損壞。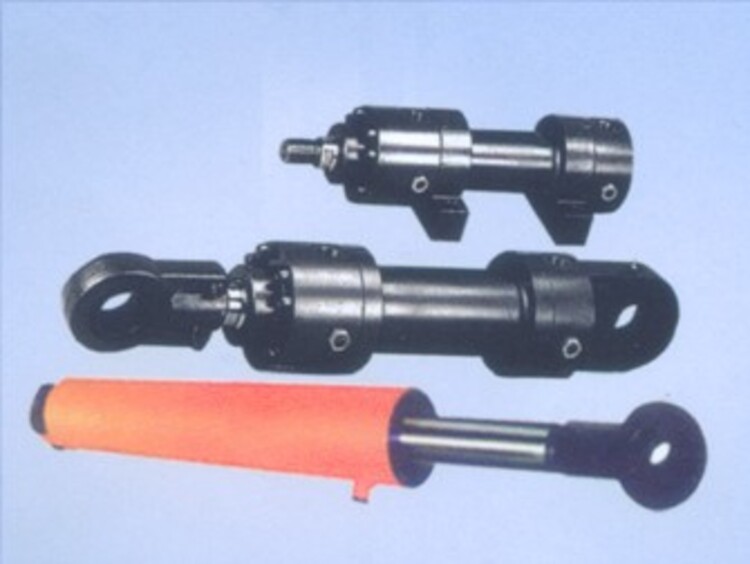
液壓油缸正確的維護和保養
、液壓油缸在使用過程中應定期更換液壓油,清洗系統濾網,清潔度,延長使用壽命。
第二、液壓油缸在每次使用時,要進行全伸全縮的試運轉5個行程然后再帶載運行。為什么這樣做呢?這樣做可以排盡系統中的空氣,預熱各系統,能夠有效地避免系統中存在空氣或水,在液壓油缸缸體造成氣體爆炸(或焦燒)現象,這樣會損害密封件,造成液壓油缸內泄等故障。
第三、控制好系統溫度,油溫過高會減少密封件的使用壽命,長期油溫高使密封件發生變形,甚至完全失效。
第四、防護好活塞桿外表面,防止磕碰和劃傷對密封件的損傷,經常清理液壓油缸動密封防塵圈部位和裸露的活塞桿上的泥沙,防止粘在活塞桿表面上的不易清理的污物進入液壓油缸內部損
傷活塞、缸筒或密封件。
第五、經常檢查各螺紋、螺栓等連接部位,發現松動立即緊固好。
第六、經常潤滑聯接部位,防止無油狀態下銹蝕或非正常磨損。
因為液壓油缸要承受很大的壓強,負載越重,它的壓強就會越大,因此,做好液壓油缸的保養工作是整個液壓系統的維護重要的一環。液壓油缸就相當于液壓系統的心臟,心臟出問題很難修補,所以液壓油缸的維護就是要謹慎細致。那么液壓油缸如何保養呢?就是要防銹。因為液壓油缸的活塞部分在工作狀態中是要伸出油缸的,自然就會受到氧化物的、酸性氣體的侵蝕,這就需要我們給它涂敷適量的油脂進行保護,以免作為承重部件的活塞受侵蝕而在工作中可能發生斷折。然后要開箱換油。因為長時間使用,難免會有異物進入液壓油缸中,這樣在使用中就會發生摩擦增大現象,另外,液壓油也是有一定的使用壽命,長時間不換油會損壞或者侵蝕液壓油缸內部。
液壓缸在工作時會發生生產牽引力不足,又或者是速度下降的現象,很多人都不明白是什么原因導致這一系列事故發生,這個時候就要用心一一的排查,找出問題所在。
1)活塞配合間隙過大或密封裝置損壞,造成內泄漏。應減小配合間隙,更換密封件。
2)活塞配合間隙過小,密封過緊,增大運動阻力。應增大配合間隙,調整密封件的松緊度。
3)活塞桿彎曲,引起劇烈磨擦。應校直活塞桿。
4)液壓缸內油液溫升太高、粘度下降,使泄漏增加;或是由于雜質過多,卡死活塞和活塞桿。應采取散熱降溫等措施,更換油液。
5)缸筒拉傷,造成內泄漏。應更換缸筒。
6)由于經常用工作行程的某一段,造成液壓缸內徑直線性不良(局部有腰鼓形),致使液壓缸的高、低壓油互通。應鏜磨修復液壓缸內徑,單配活塞。








