關鍵詞 |
福建數控鋼筋彎箍機,數控鋼筋彎箍機價格,數控鋼筋彎箍機廠家,數控鋼筋彎箍機報價 |
面向地區 |
全國 |
產地 |
河北 |
加工定制 |
是 |
自動化程度 |
全自動 |
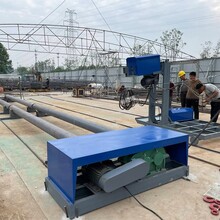
數控鋼筋彎箍機的優勢
與同類產品對比優勢:
我公司消化吸收歐洲技術,是集矯直、彎曲成形和剪切三種功能與一體,采用數字程序控制,可彎制各種形狀的鋼筋加工設備,該機可同時彎制雙筋,生產,調整簡便,深受用戶的青睞。
★特殊的設計結構,輕松應對帶肋鋼筋矯直,矯直帶肋鋼筋不傷筋。
★直線型鋼筋矯直機構提高了鋼筋的矯直效果,避免了鋼筋的軸向扭轉;
★垂直矯直機構,可分別對每根鋼筋進行單矯直,了鋼筋的矯直質量;
★所有滾輪均采用合金鋼制造,硬度高,耐磨性好,提高了使用壽命;
★靠近彎角處有鋼筋成型器控制鋼筋,了彎曲質量。
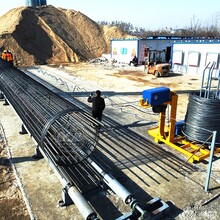
本機從鋼筋送料,去氧化皮,校直延伸,彎曲成型,計數,切斷多種工藝組合一體化,能直接制作多種尺寸多種規格的箍筋,完全達到了設計要求。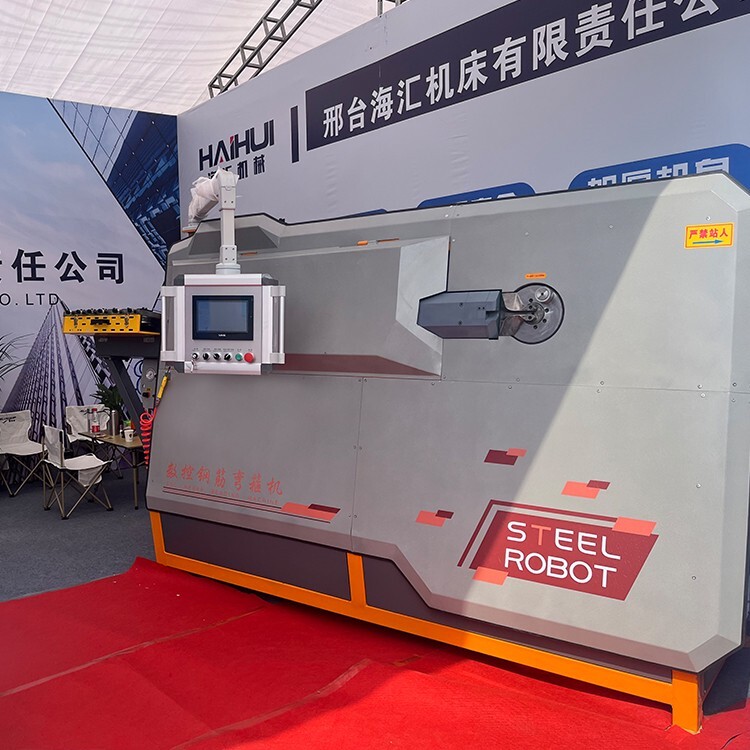
鋼筋作為一種的建筑材料在鋼筋砼結構、預應力鋼筋砼結構中廣泛采用。數控鋼筋彎箍機的誕生,地改善了箍筋現場加工的繁瑣與浪費,提高了制作效率,節省了人工成本。今天為大家介紹一下鋼筋彎箍機的機械部分。
1、鋼筋的水平校直部分,這部分的主要功能是使彎曲的鋼筋在一組主從動輪之間穿過,利用主從動輪之間的相互壓力使鋼筋在水平方向得以校直;
2、鋼筋的垂直校直部分,其方法與水平校直相同;
3、鋼筋成型及切斷部分的設計,這部分的主要功能是將鋼筋加工成型及切斷。
采用鋼筋彎箍機以后大大提高勞動生產率,相應的占地面積、人工費用、能源消耗都將大幅度降低,同時使得操作者的勞動強度大為減輕。一般情況下鋼筋是由圓盤安放的,鋼筋在數控鋼筋彎箍機中的加料和矯直是同一時間進行的,鋼筋通過數控鋼筋彎箍機外面的兩組動輪帶動,進入到彎箍機中,同時鋼筋在接觸動輪時自動被矯直。這其中組動輪是由鏈輪和第二組動輪鏈接的,而第二組動輪是由電動機直接來進行帶動的,所以當第二組動輪工作時,組動輪也會跟著運動,從而實現鋼筋的加料進去的過程。用于幾個重要:如何操作數控鋼筋彎箍機,以提高工作效率?數控鋼筋彎箍機的出現代替了手工處理方式,提高工作效率,也可以產品的質量。
如何操作,以便提高其工作的效率?給大家做詳細介紹:
1.使用設備前檢查是否性能好,如果工作臺和折彎機的水平。
2。工作之前,準備好每個主軸工具塊,依照本法規定,調整軸形狀軸、鐵軸、等。
3.所示。檢查主軸停止沒有傷害,輪子,等,如問題及時進行處理。
4.所示。前處理、機器空轉幾分鐘,彎鋼應該一頭插在轉盤固定間隔。
5.在酒吧的另一邊需要使用手壓,安和機身,以確保可以在塊的一側進行強化。
6.鋼筋加工,禁止改變鋼筋的直徑、根數、速度等。
(一)按軋制外形分
(1)光面鋼筋:I級鋼筋(Q235鋼鋼筋)均軋制為光面圓形截面,供應形式有盤圓,直徑不大于10mm,長度為6m~12m。
(2)帶肋鋼筋:有螺旋形、人字形和月牙形三種,一般Ⅱ、Ⅲ級鋼筋軋制字形,Ⅳ級鋼筋軋制成螺旋形及月牙形。
(3)鋼線(分低碳鋼絲和碳素鋼絲兩種)及鋼絞線。
(4)冷軋扭鋼筋:經冷軋并冷扭成型。
(二)按直徑大小分
鋼絲(直徑3-5mm)、細鋼筋(直徑6-10mm)、粗鋼筋(直徑大于22mm
(三)按力學性能分
Ⅰ級鋼筋(235/370級);Ⅱ級鋼筋(335/510級);Ⅲ級鋼筋(370/570)和Ⅳ級鋼筋(540/835)
(四)按生產工藝分
熱軋、冷軋、冷拉的鋼筋,還有以Ⅳ級鋼筋經熱處理而成的熱處理鋼筋,強度比前者更高。
(五)按在結構中的作用分:受壓鋼筋、受拉鋼筋、架立鋼筋、分布鋼筋、箍筋等。
配置在鋼筋混凝土結構中的鋼筋,按其作用可分為下列幾種:
(1)受力筋——承受拉、壓應力的鋼筋。
(2)箍筋——承受一部分斜拉應力,并固定受力筋的位置,多用于梁和柱內。
(3)架立筋——用以固定梁內鋼箍的位置,構成梁內的鋼筋骨架。
(4)分布筋——用于屋面板、樓板內,與板的受力筋垂直布置,將承受的重量均勻地傳給受力筋,并固定受力筋的位置,以及抵抗熱脹冷縮所引起的溫度變形。
(5)其它——因構件構造要求或施工安裝需要而配置的構造筋。如腰筋、預埋錨固筋、環等。
數控彎箍機一經推出,一直都是深受歡迎的彎箍機型。這其中也蘊含著一些原因。不過,再多的原因歸納起來也只是一個,就是它的成功源于多方面的努力數控彎箍機的市場呈現出健康良好的發展態勢與我們的努力是分不開的。它的成功多表現為成長性良好,無論從品牌還是從設計,良好暢通的渠道,再加上親民的價格,很難不受市場的歡迎。我們懂得產品的揚長避短,也深知差異化之路的必要性。
數控鋼筋電腦操作步驟:
1.設有的穿筋機構和自動上料裝置(3.5kw送料電機)采用伺服電機驅動,穿筋簡便、速度快、勞動強度低。
2.上下兩排滾輪均采用雙線設計,合金鋼制作,熱處理工藝科學嚴謹。
3.采用壓輪矯直原理,主驅動輪上設置有滾花,被加工鋼筋與驅動輪的接觸面積大,不易打滑,也可有效避免鋼筋扭轉。
4.主驅動輪采用油缸壓緊,操作快速方便,油缸接頭處設置有彈簧機構,可實現鋼筋驅動狀態下柔性壓緊,不傷鋼筋肋。
5.所有滾輪的固定安裝板為整體焊接件,焊后經時效處理,剛性好,了滾輪的安裝精度。
6.預調輪可對鋼筋進行一次小型的矯直,水平調直輪和縱向調直輪固定軸均采用空心軸設計,可分別進行調整。
7.采用氣動驅動剪切,剪切力大,平穩可靠,占用空間小。
8.立設置編碼器滾輪,了送絲精度。
9.彎曲模和彎曲機頭采用整體鑄鋼工藝,整體性好,剛性足。
10.潤滑油采用集中供油系統,避免了關鍵部位單注油的弊端。
11.空壓機備有蓄能器和冷卻系統,可連續工作。
目前國內建設的鋼筋加工工藝方法還較為落后,設備和手段普遍陳舊,主要以人工手動操作為主,自動化水平不高,生產效率低下,耗時,制件的質量差,且勞動強度大,成本偏高。數控鋼筋彎箍機更新換代走機械化發展道路。